

آنچه در مقاله ی “فرآیند رشته پیچی (Filament Winding)” می خوانید:
– عوامل کنترل کننده ی آغشته سازی
تاریخچه و کاربرد:
فرآیند رشته پیچی در سال 1946 اختراع شد و به دنبال آن کاربردهای موشکی در دهه 1950 مورد استفاده قرار گرفت. اولین الیاف بور و کربن با استحکام بالا در اوایل دهه 1960 معرفی شدند و به دنبال آن از کامپوزیت های پیشرفته ساخته شده به این روش برای اجزای هواپیما در سال 1968 استفاده شد. از اواخر دهه 1970، کاربرد کامپوزیت ها به طور گسترده در صنایع هواپیما، دریایی، خودروسازی، کالاهای ورزشی و صنایع زیست پزشکی گسترش یافت. دهه 1980 افزایش قابل توجهی در استفاده از فیبر مدول بالا نشان داد. دهه 1990 نشانگر گسترش بیشتر زیرساخت ها بود.
پیشرفتها در فرآیند سیم پیچ رشتهای، دامنه وسیعی را برای محصولاتی از جمله شفتهای چوب گلف، محورهای محرک خودرو، بدنه هواپیماهای کوچک، سازههای فضاپیما، مخازن تحت فشار مانند بطریهای اکسیژن آتشنشان و غیره ایجاد کرده است. انتظار میرود افزایش تولید در زمینههای خودرو و دریایی چشمانداز رشدی را برای فرآیند سیمپیچ فیلامنت در دوره پیشبینی ارائه کند.

فرآیند رشته پیچی:
فرآیند رشته پیچی فرآیندی است که در آن دسته ای از الیاف پیوسته پس از آغشته شدن به رزین به طور منظم و با آرایش از قبل تعیین شده به دور یک مندرل (mandrel) دوار پیچیده می شوند. پس از پخت رزین، عمدتا مندرل از آن خارج می گردد و پس از پرداخت کاری، محصول آماده استفاده می باشد. طبیعتاً این فرآیند برای محصولاتی که دارای سطوح چرخشی و قطعاتی با قطر mm 25 تا m 6 متداول است، به عنوان مثال، لولهها، ظروف، مخازن تحت فشار، جعبههای موتور موشک و سایر ساختارهای لولهای و مخروطی مناسب است. این فرآیند محصولاتی با استحکام ویژه بالا و جهت گیری و یکنواختی الیاف به خوبی کنترل شده به دست می دهد.
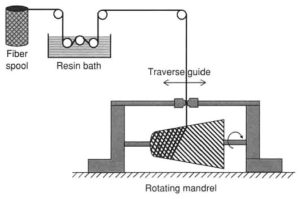
در این فرآیند الیاف پس از باز شدن از روی قرقره ها، به قسمت آغشته سازی یا حمام رزین که حاوی مخلوطی از رزین، کاتالیزر یا عامل پخت، مواد افزودنی (نظیر مواد جاذب UV و مواد کاهش دهنده ی اشتغال)، رنگ و غیره وارد می شوند. پس از آغشته شدن الیاف، میزان رزین به وسیله ی عبور از یک وسیله کنترل کننده ی حجم رزین، تنظیم می گردد. بعد از عبور از این قسمت، الیاف در یک سطح در کنار هم قرار داده می شوند تا نواری با عرض مشخص تشکیل شود؛ سپس با زوایه ی معین بر روی مندرل پیچیده می شوند.
الیاف متعارف مورد استفاده در این فرآیند به ترتیب اهمیت و میزان مصرف، شیشه، کربن و آرامید می باشند. رایج ترین رزین ها نیز به ترتیب اولویت: پلی استرها، وینیل استر ها، اپوکسی ها و فنولیک ها می باشند.
لايهها با يك طرح يكسان و يا متفاوت پيچيده ميشوند.در رشته پیچی مسطح، سنبه ثابت می ماند در حالی که بازوی تغذیه الیاف حول آن در امتداد محور طولی می چرخد. در رشته پیچی مارپیچ، سنبه می چرخد در حالی که کالسکه تغذیه فیبر با سرعت کنترل شده به جلو و عقب می رود تا زاویه مارپیچ مورد نظر ایجاد شود. این روش همچنین می تواند برای محصولاتی که دارای سطوح چرخشی نیستند نیز اعمال شود. تیغه های روتور هلیکوپتر با ترکیبی از رشته پیچی رشته (لایه های خارج از محور) و لایه بندی نوار (لایه های طولی) ساخته می شوند. قطعات کلاه را می توان با رشته پیچی نواری (سیم پیچی خشک) ساخت.
به هنگام پيچش الياف، كشش الياف بين لايههاي پخت نشده كامپوزيت فشار ايجاد ميكند، اين فشار بر فشردگي الياف و درصد حباب هوا در قطعه- كه كنترل كنندة استحكام و سفتي قطعه ميباشد– مؤثر است. رزين ممكن است قبل، به هنگام و بعد از پيچش روي الياف اعمال شود. در نهايت رزين در دماي محيط و يا دماي بالاتر و بدون اعمال فشار پخت شده، مغزي از درون آن بيرون كشيده ميشود. عمليات تكميلي مانند ماشين كاري و سنباده زني معمولاً احتياج نيست.
نحوه ی آغشته سازی الیاف با رزین در این فرآیند می تواند به سه صورت زیر باشد:
- سیستم تر: در این حالت الیاف قبل از پیچش بر روی مندرل به رزین آغشته می شود. این روش متداولترین روش بوده و با سرعتی حدود 90-110 متر بر دقیقه می تواند انجام شود. البته با کاهش زاویه پیچش و برای دقت کافی معمولا از سرعت های کمتر استفاده می شوند.
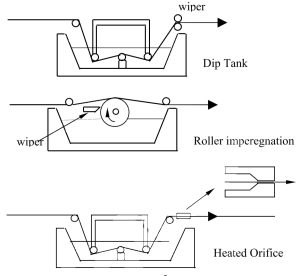
در سیستم تر، برای آغشته سازی و کنترل میزان رزین و یا گرفتن رزین اضافی از روش های مختلفی استفاده می شود. غالبا این کار با عبور از روی یک غلتک انجام می شود. سه روش رایج عبارتند از : مخزن عمیق (Dip tank)، آغشته سازی به کمک غلتک (Roll Impregnation) و منفذ گرم (Heated Orifice). این روش ها در شکل زیر نشان داده شده است.
- سیستم استفاده از پیش آغشته ها (pre-pregs): در این حالت الیاف با رزین در یک فرآیند دیگر آغشته و رزین جزئی پخت (B-stage)می شود و در فرآیند رشته پیچی، نوار هایی از این پیش آغشته ها بر روی مندرل پیچیده می شود.
سیستم استفاده از پیش آغشته ها، کنترل کیفی عالی، اعمال میزان دقیقی از رزین، یکنواختی و کنترل عرض نوار را در زمان پیچش فراهم می نماید. در صورت استفاده از ماتریس های گرمانرم این سیستم مناسب ترین روش می باشد.
- سیستم خیس رول شده (Wet rolled): در این حالت الیاف با رزین آغشته شده و دوباره به صورت رول (Roll) در می آیند اما رزین جزئی پخت نمی شود.
آغشته سازی مناسب الیاف با رزین یک عامل اساسی د رکاهش میزان حفره (Void) در قطعه می باشد.
عوامل زیر کنترل کننده آغشته سازی می باشند:
- گرانروی رزین، که بستگی به نوع رزین مصرفی، دمای حمام و میزان پیشرفت پخت رزین در طی حضور در حمام دارد.
- تعداد رشته های (Strand) الیاف در یک دسته الیاف (Roving) که میزان دسترسی رزین به هر رشته و در نهایت میزان آغشته سازی را تعیین می کند.
- میزان تنش اعمال شده به الیاف که تاثیر منفی بر آغشته شدن الایف در حمام، اما اثر مثبت بر آغشته الیاف بر روی مندرل با اعمال فشار به لایه هایی که قبلا بر روی مندرل پیچیده شده اند؛ دارد.
- سرعت پیچش و طول حمام رزین
عامل مهم دیگر میزان رزین جذب شده (resin content) الیاف است که توسط عواملی مانند غلتک های کنترل کننده میزان رزین، کشش الیاف و گرانروی رزین تعیین می شود. غلتک ها متداول ترین سیستم کنترل رزین هستند و غالبا از جنس پلی یورتان ساخته می شوند.
مهمترین مزایای فرآیند رشته پیچی در مقایسه با دیگر فرآیند ها عبارتند از:
- امکان استفاده از الیاف پیوسته در تمام طول قطعه و جهت دهی ساده الیاف در جهت بارگذاری
- قابلیت تکرار پذیری بسیار بالای الگوی پیچش از یک لایه به لایه دیگر و از یک قطعه به قطعه دیگر
- امکان ساخت قطعات بسیار بزرگ
- امکان دستیابی به محصولی با کسر حجمس بالای الیاف
- امکان خودکار کردن کامل سیستم
- هز ینه کم مواد و کارگر
معایب فرآیند رشته پیچی :
- سطح خارجی نسبتا ناهموار قطعه
- شکل سازه باید طوری باشد که عمدتا بتوان مندرل را از آن خارج کرد
- عدم امکان پیچش بر روی سطوح با انحنای معکوس یا داخلی (reverse curvature)